

Ore sorting and pre-concentration - potential to boost profit and ease risks
/Ore sorting and pre-concentration methods are used to separate waste from ore, and direct materials to optimal processing or disposal destinations. For amenable ores, they can increase feed grade, lower ore throughput and operating costs, and reduce environmental impact.
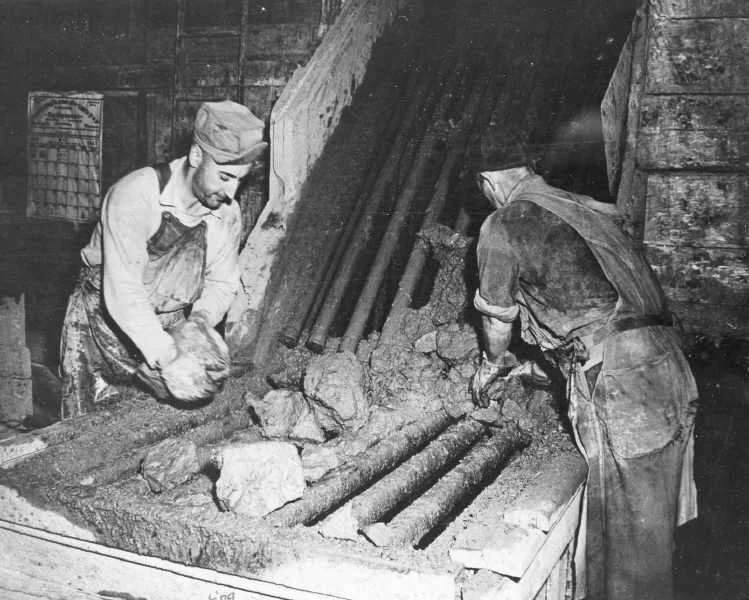
Historically, sorting was done by hand, for example, at a zinc mine in Wisconsin around World War II. Hard waste rock was removed at the grizzly to prevent production bottlenecks and drop downstream operating costs.
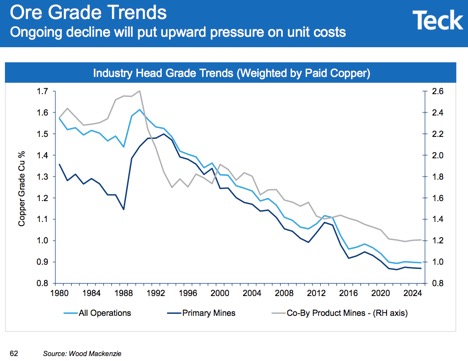
Development of cheap bulk mining, crushing, grinding and flotation processed reduced reliance on such manual methods. However, grades from metals mines have been steadily falling, as richer, higher grade deposits have been mined out. Globally, grades at copper mines have fallen from over 1.5% Cu in 1980 to less than 1% this year (see below). Historically, much higher grades were mined, for example, over 8% Cu in Australia during the 1880’s (Mudd, 2010).
Lower grades present challenges to mining companies and society - as ore grades decline, more energy and water is needed to produce the same mass of metal, and tailings and GHG emissions per unit metal increase. This is exacerbated as ores get more complex, e.g. harder to break, smaller mineral grain sizes and more intergrown mineral textures. Ore sorting and pre-concentration may help profitably tackle these challenges.
Modern ore sorting relies on sensors to detect properties of particles, and based on readings, respond with a control action. There are two methods:
- Bulk sorting, where loads of material (e.g. in a shovel, in a truck or a length of material on a conveyor) are directed to a destination based on measured properties
- Particle sorting, where individual particles are measured by a sensor, and those that meet certain criteria are ejected into a separate bin, by an air jet or mechanical diverter.
Bulk sorting can only be successful if there is sufficient heterogeneity in the ore (i.e. ore grade and properties vary spatially) and if sorting occurs before that heterogeneity is removed through mixing. Therefore, bulk sorting would work best close to the mining face and before any mixing and blending processes. Particle sorters are efficient on coarse particles, but machines tend to be limited to 300 t/h.
Sorting processes rely on speed of sensors to give accurate information in time to take a control action to divert off spec particles or material. Increased computing power has made this more viable in recent years. A variety of sensors are available, some include:
- X-Ray Transmission (XRT) – for base metals, industrial minerals, diamonds (nickel sulphide example below)
- Electromagnetic (EM) – for base metals
- Near Infrared (NIR) – for base metals, industrial minerals
- Colour – for base metals, industrial minerals, diamonds
- Radiometric - for radioactive materials
- Magnetic Resonance (MR) – under development for bulk sorting of copper ore (chalcopyrite)
Duffy et al (2015) give a more comprehensive review.

Source: TOMRA-Commodas Ultrasort, Sorting Opportunities, Sensors and Applications Overview: Why Send Waste to the Mill, Presentation, 2012
Aside from sorting, pre-concentration processes that exploit a difference in particle properties to upgrade feeds include:
- Screen sizing, and discarding or redirecting low grade size fractions, e.g. nickel laterites are often screened to remove coarse particles, resulting in upgraded Ni and Co grades (Denn, 2000)
- Dense medium separation, which is applied at several major lead-zinc mines such as Mount Isa and McArthur River in Australia, using cyclones filled with a suspension of ferrosilicon and water
- Gravity separation, e.g. using the Inline Pressure Jig, which is used at the Pirquitas silver-tin mine in Argentina (Gray, 2011)
Use of such methods requires that processing and materials handling systems are configured to be operable, efficient and cost effective. In the case of dense medium plants, this includes incorporating conveyors to transfer feed and sorted fractions, and selection of crushing and grinding equipment that is compatible with the upgraded ore from the dense medium plant.

Mount Isa Mines Lead-Zinc Concentrator Heavy Medium Plant. Source:
The economic drivers for ore-sorting and pre-concentration are strong where:
- Waste can be rejected with minimal loss of valuable metal – this requires ore characterization testing and benchmarking of technologies
- Water, energy and grinding media unit costs are high - rejecting waste will reduce consumption of these, and therefore save operating costs
- Reject material is hard and abrasive – further saving operating costs from power, media and equipment wear
- Satellite deposits are mined some distance from a central processing plant – rejecting waste could reduce ore transport costs
- Increasing ore grade and reducing tonnes allows mine and mill production to be debottlecked – this could lift metal production as well as dropping operating costs
- Sorting or pre-concentration lowers deleterious components in ore, improving recovery and product quality
- Tailings disposal options are limited – reduced tailings production may reduce tailings risks and enhance viability of safe options for disposal (e.g. tailings filtration, co-disposal with coarse wastes)
Economics can be evaluated by comparing:
- Capital cost to install ore sorting or pre-concentration
- Net change in operating costs, considering operation of sorting or pre-concentration vs. the drop in downstream consumables costs
- Net change in metal production after accounting for metal loss from sorting or pre-concentration, and any impacts on downstream processes
- Any incremental savings or costs associated with waste disposal (e.g. less tailings)
An example of the economic and environmental benefits of ore sorting at a Canadian gold project are described here. Estimated operating cost, GHG emissions and water consumption reduced by 50% to 66%. Lower tonnes at higher grade leads to lower operating costs and less wastes (sustainable business is good business!).
The mining industry owes its shareholders and stakeholders serious consideration of ore sorting and pre-concentration technologies to produce metals more economically and sustainably. Continued development of equipment, systems design and operating practice should see these technologies play an important role in the future of mining.
References:
Gavin Mudd, The Environmental sustainability of mining in Australia: key mega-trends and looming constraints, Resources Policy 35 (2010) 98–115
Duffy, K, Valery, W, Jankovic, A and Holtham, P, 2015. Integrating bulk ore sorting into a mining operation to maximise profitability, in Proceedings MetPlant 2015, pp 273–287 (The Australasian Institute of Mining and Metallurgy: Melbourne).
In-Line Pressure Jig Preconcentration Plant at the Pirquitas Mine, A H Gray, G Delemontex, N Grigg and T Yeomans, MetPlant 2011, Perth, WA
S M Denn, C G Ferguson and S L Makin, Upgrade Ability and Geology of Cawse Nickel Ore, 4th International Mining Geology Conference, Coolum, QLD, 200



